

در بازار رقابتی امروز، کیفیت فوق العاده و کاهش در زمان تولید از روشهای مورد نیاز برای موفقیت است. در قالب گیری تزریقی سرد کردن قطعه به زمان زیادی نیاز دارد. اکثر قالب سازان هر بار که قالب جدیدی را می سازند از روش سنتی آزمون و خطا برای رسیدن به زمان سردسازی بهینه استفاده می کنند.
کاهش بیش از حد زمان سردسازی موجب تأثیر نامطلوبی بر کیفیت قطعه می شود. قطعه ای که به صورت اشتباه سرد شده باشد ایرادهایی مانند تورم، تغییر شکل های ناخواسته و اعوجاج قطعه و ... خواهد داشت.
تولید قالبهای تزریق پلاستیک با هزینه نسبتا بالایی همراه بوده است. این قالبها اغلب در تولید انبوه مورد استفاده قرار میگرفتند. قالبها اکثرا از فولاد سخت، آلومینیوم و آلیاژها ساخته میشوند.
انتخاب جنس قالب در وهلهی اول مسئلهای مهم است که از نظر اقتصادی، تولید قالبهای فولادی با هزینهی بیشتری نسبت به قالبهای دیگر همراه است، اما طولعمر زیاد آنها که موجب تولید بیشتر محصول می شود، از نظر هزینه و شرایط اقتصادی باعث تعادل می شود.
از طرف دیگر، قالبهای فولادی از پیش سختشده زودتر دچار فرسودگی می شوند و عموماً از آنها در حجم پایین تولید و یا تولید قطعات بزرگ استفاده میگردد.
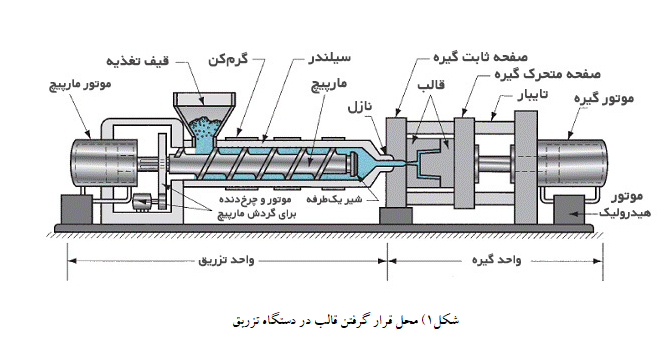
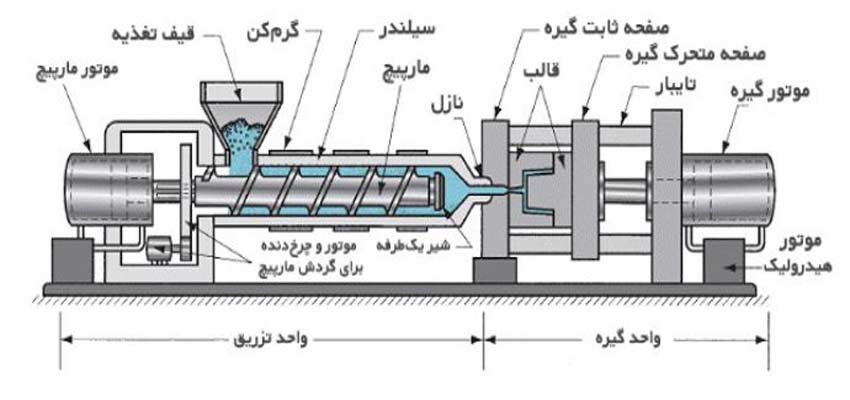
امروزه قالبهای آلومینیومی از نظر هزینه تولید به مراتب،قیمت پایینتری نسبت به قالبهای فولادی دارند .در شکل یک محل قرار گرفتن قالب در دستگاه تزریق نشان داده شده است.
.PNG)
طرح های جدید بر اساس شناخت و فهم دقیق از محصول و قالب و عیب یابی طرح های قدیم و به کار بردن دانش روز ، خلاقیت های فردی در جهت افزایش و رفع نواقص آنها شکل می گیرد.
طراحی قالب فرآیندی است که سیر تکاملی خود را از طراحی مکانیزم های ساده تا پیچیده در این بستر طی کرده است.
طراحان قالب همگام با پیشرفت های روزافزون صنعتی و فن آوری های نوین در رشته ساخت و تولید ، تاثیر زیادی بر فرآیند محصولات گذاشته اند.
.PNG)
بیشتر مشکلات در ارتباط با قالب ها با انجام بررسی های طراحی در مراحل ابتدایی فرایند طراحی، قابل پیشگیری است.
قالب هاي پلاستيك ازنظر كلي به دو نوع تقسيم مي شوند:
1- قالب هاي با راهگاه سرد
2- قالب هاي با راهگاه گرم
و نيز از نظر ساختماني بر دو نوع مي باشند:
1- قالب هاي دو صفحه اي
2- قالبهاي سه صفحه اي
همچنین قالبها متشکل از دو نیمهی اصلی میباشند، نیمهی تزریق و نیمهی پَران. هر دو نیمهی قالب درون دستگاه تزریق پلاستیک جاسازی شده ولی تنها نیمهی انتهاییِ قالب قادر به حرکت میباشد. در نتیجه، دو نیمهی قالب میتوانند از یکدیگر فاصله گرفته و یا به یکدیگر متصل شوند.
در این مقاله تعدادی از مشکلات قالب و مشخصاتی که قالب باید داشته باشد،مورد بررسی قرار گرفته است.
1. مقاومت در برابر حرارت
با ظهور ماشین آلات قالب سازی با سرعت بالا، تولید محصولات پلاستیکی سریعتر شده است. از آنجا که درجه حرارت قالب به طور کلی بین 160 تا 350 درجه سانتیگراد است، اما بخشی از قالب خیلی زود به دمای سطح 400 درجه سانتیگراد می رسد.
هنگامی که درجه حرارت قالب بالاتر می رود، سختی و مقاومت قالب کاهش می یابد و منجر به شکست اولیه و خم شدن و یا تغییر شکل پلاستیک می شود.
برای اطمینان از دقت قالب ها و تغییر شکل کمتر، وسایل فولادی مورد استفاده باید مقاومت حرارتی بالایی داشته باشند. همچنین به منظور جلوگیری از کاهش دمای قالب، قالب باید هدایت حرارتی خوب و ضریب انبساط حرارتی کم داشته باشد.
2. شرایط عملیاتی مناسب
شرایط کاری قالب در اغلب موارد بسیار ضعیف است و در بعضی موارد بار زیادی را تحمل می کنند و منجر به شکست چقرمگی Brittle می شوند. بنابراین، برای جلوگیری از شکست قطعات به صورت ناگهانی، قالب ها باید دارای استحکام و سختی بالا باشند.
3. مقاومت در برابر سایش
با گسترش استفاده از محصولات پلاستیکی، پلاستیک ها اغلب نیاز به یک ماده معدنی مانند فیبرهای شیشه ای تقویت شده دارند. زمانی که مواد افزودنی اضافه می شود، جریان پلاستیک به شدت کاهش می یابد و منجر به پوشیده شدن قالب می شود. بنابراین برای جلوگیری از ساییدگی، قالب با مقاومت در برابر سایش مناسب مورد نیاز است.
4. مقاومت در برابر خوردگی
افزودن مواد مقاوم در برابر شعله مانند پلی وینیل کلرید به رزین های ABS، ممکن است در طول فرایند قالب دهی گازهای خورنده ایجاد کند. در نتیجه قالب باید دارای مقاومت در برابر خوردگی خوب باشد.
5. عملکرد برش دهی خوب
در محصولات پلاستیکی در مقیاس بزرگ و شکل های پیچیده و دقیق، قالب باید عملکرد برش خوبی در طول برش داشته باشد. برای جلوگیری از تغییر شکل قالب و افزایش دقت، تولیدکنندگان باید استرس باقی مانده در قالب را به کمترین میزان تغییر شکل رسانده وکنترل کنند.
6. سطح صیقلی و صاف
سطح آینه ای جلا داده شده و زبری سطح کم، به منظور اطمینان از ظاهر قالب پلاستیکی و تسهیل ریختن قالب مورد نیاز است.
7. دقت ابعاد
به منظور جلوگیری از نشت و برگشت مواد به داخل، نازل قالب ساخته شده باید بالا باشد. بنابراین، جنس قالب پلاستیکی باید دارای مقاومت، سختی، مقاومت به سایش، هدایت حرارتی مناسب و مقاومت در برابر خوردگی داشته باشد؛ همچنین باید ثبات ابعادی داشته باشد؛
هدایت حرارتی خوب و ضریب انبساطی خطی کم از دیگر ویژگی های فیزیکی مهم است. قالب پلاستیکی باید با توجه به نیازمندی های خاص قطعات قالب، کیفیت و قیمت انتخاب شود.
از مشکلات دیگر در قالب ها، نشت آب خنک کننده قالب است که به دلایل بسیاری عمدتا در مناطق زیر اتفاق می افتد.
1- بیشتر در اتصالات و لوله، آب خنک کننده قالب رخ می دهد، در صورت نشت آب، باید از نوار برای اتصالات استفاده می شود و سپس آن را سفت کرد.
2- بر اثر شرایط قالب گیری درازمدت، حلقه ضد آب در داخل قالب آسیب می بیند. حلقه ی لاستیک ضد آب به راحتی سخت می شود و کرک می شود و باعث نشت می شود.
بعضی مواقع نصب ضعیف حلقه ضد آب در محل نصب موجب آسیب رسیدن می شود. به طور کلی به منظور جلوگیری از این مشکل، نیاز به بررسی مرتب محل حلقه و عملکرد آب بند است.
3- دیواره دیافراگم آب سرد آسیب دیده است. اغلب در هنگام استفاده از قالب های جدید، که ضخامت دیواره کافی است، اما دیواره به علت خطاهای ماشینکاری سوراخ شده است.
4- نگهداری سوراخ آب خنک کننده. سوراخ آب به آسانی رسوب می کند و مانع انتقال حرارت می شود. برای سوراخ های آب خطی، می توانید نوار فولادی را با قطر کوچکتر از 0.5 میلی متر نسبت به سوراخ آب، با ضربه کوبی برای حذف رسوب و زنگزدگی، وارد کنیم. برای لوله آب خنک کننده که در قالب قالب قرار دارد، باید قالب به گونه ای باشد که بتوان از هم جدا نمود و با تمیز کردن مانع رسوب شد.
پس از آزمون نشت باید تعمیر و نگهداری انجام شود. با استفاده از پمپ دستی برای پر کردن سوراخ با آب، فشار 2 مگاپاسکال به مدت5 دقیقه، با مشاهده فشار آب کاهش می یابد.
می توانید از لاستیک، چوب پنبه و دیگر مواد الاستیک استفاده کنید تا مکان نشت را با روش اتصال مکانیکی متصل کنید، اما سعی کنید از سیلیکون با درجه حرارت معمولی به عنوان آب بند استفاده کنید. در شکل زیر محل های عبور آب نشان داده شده است.
.PNG)
حل کردن مشکل حباب در محصولات و قالب ها نیز اهمیت بسزایی در بهبود کیفیت محصولات دارد. حباب ها (حفره ها) پدیده ای است که در آن حباب های هوا در داخل محصول قالب قرار گرفته اند.
در مورد محصولات قالب بندی شفاف مانند لنزها یا منشورها، حباب ها بصورت عیوب ظاهری یا بصورت انعکاس های نوری دیده می شوند. این حباب ها در قطعات مکانیکی، باعث کاهش استحکام و نهایتا شکست در محصول می شود.
دلایل تولید حبابها به دو دسته تقسیم می شوند. یک نوع حباب هایی هستند که در حین ذوب شدن مخلوط ایجاد می شود. نوع دیگری خلاء خالی تولید می شود زمانی که محصول قالب شرینکیج دارد.
هنگامی که فشار کافی موجود نباشد، در قسمت هایی که ضخامت دیوار محصولات قالب دار ضخیم است، این پدیده به طور همزمان با تولید نشانه های فرو رفتگی ناشی از شرینکیج اتفاق می افتد.
برای این نوع نقص ها می توان اقدامات زیر را انجام داد.
قالبها:
1- در قالب ها هیچ دریچه ای وجود ندارد و یا به اندازه کافی وجود ندارد.
2- slag سرد نیست و یا خیلی کوچک است.
شرایط قالب گیری:
1- سرعت چرخش پیچ بسیار بالا است.
2- دمای سیلندر بسیار بالاست.
3- سرعت تزریق بسیار بالاست.
منبع: آریا پلیمر پیشگام

دیدگاه خود را بنویسید
پتروشیمی ها
- آبادان
- آرتان پترو کیهان
- آریا ساسول
- اروند
- امیرکبیر
- ایلام
- Hyosung Topilene
- Ismail Resin Limited
- Reliance Industries Limited - هند
- بانیار پلیمر گنبد
- بندرامام
- پارس
- پتروپاک مشرق زمین
- پلی استایرن انبساطی سهند
- پلی استایرن انتخاب
- پلی اکریل ایران
- پلی پروپیلن جم (جم پیلن)
- پلی نار
- پلیمر کرمانشاه
- تبریز
- تخت جمشید
- تخت جمشید پارس
- تندگویان
- توسعه پلیمر پادجم
- توسعه پلیمر پادجم
- توسعه پليمر پاد جم
- تولیدی پلاستیک ایسین
- جم
- خوزستان
- دی آریا پلیمر
- رجال
- شازند
- غدیر
- قائد بصیر
- قیام نخ
- کردستان
- گلپایگان
- لاله
- لرستان
- مارون
- محب بسپار ایده گستر
- محب پلیمر قم
- مهاباد
- مهر
- میاندوآب
- نوید زرشیمی
- هشت بهشت کیش
- هگمتانه
مطالب مرتبط
- سیلندر و ماردون (Screw) چیست؟
- نواقص در قالب گیری تزریقی و راهکارها (1)
- قالب گیری چرخشی و بررسی رزین مورد استفاده (قسمت دوم)
- قالبگیری چرخشی
- قالب گیری دورانی Rotational Molding چیست؟ + فیلم
- ماشین قالبگیری تزریقی هیدرولیکی، الکتریکی یا هیبریدی، کدامیک مناسب تر هستند؟
- در مورد SSR ها چه می دانید؟
- اشتباهاتی که در هنگام خرید دستگاه تزریق پلاستیک ممکن است مرتکب شوید!
- راهنمای تست TGA (آنالیز توزین حرارتی)
- گرماسنجی روبشی تفاضلی DSC

























 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست